|
|
|
|
|
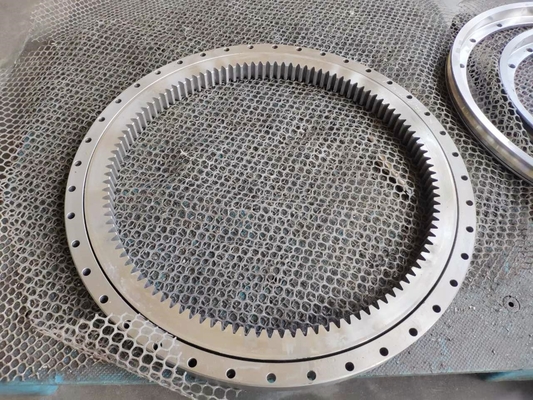
RKS.161.14.0544 crossed roller Slewing bearing with external teeth,474x640.8x56 mm
Product Details:
Payment & Shipping Terms:
|




Detailed Product Description
| Precision Rating: | P0 P6 P5 | Seals Type: | Double Sealed |
|---|---|---|---|
| Number Of Row: | Single Row | Outer Dia: | 640.8mm |
| Inner Dia: | 474mm | Height: | 56mm |
RKS.161.14.0544 crossed roller Slewing bearing with external teeth,474x640.8x56 mm
RKS.161.14.0544 Single row crossed cylindrical roller slewing bearing
Dimensions - d (inside diameter) 474 mm
Dimensions - D (outside diameter)640.8 mm
Dimensions - B (width) 56 mm
![]()
|
Basic Dimensions(mm) |
Bearing Designations |
Gear Dimension |
basic load rating(KN) |
Weight |
|||||
|
d |
D |
B |
d0(mm) |
m |
z |
C |
Co |
(KGS) |
|
|
474 |
640.8 |
56 |
RKS.161.14.0544 |
630 |
6 |
105 |
194 |
784 |
44 |
![]()
![]()
![]()
RKS.161.14.0544 Single row crossed cylindrical roller slewing bearings are simple in design, consisting of a one-piece inner and outer ring and cylindrical rollers separated by polyamide spacers and generally protected by integral seals.
RKS.161.14.0544 The outer ring and inner ring material: 42CrMo, 42CrMo4V,50Mn in accordance with EN10083
Roller material: 100Cr6 bearing steel,in accordance with EN ISO683
Geart teeth accuracy grade: in accordance with ISO1328
Oil or grease material:Lithium grease
The inner ring and outer ring Material hardness: quenching and tempering: HB229~269
Raceway case hardening :HRC55~62
RKS.161.14.0544 The package,: Inside packaging: plastic film + kraft paper + blue tape; Outside packaging: standard export free-fumigation wooden case. we can assure that the bearing shipping by sea or by air.
The delivery time:25-35 days
Generally, RKS.161.14.0544 slewing bearings are large-size rolling bearings that can accommodate axial, radial and moment loads acting either singly or in combination and in any direction. They can perform both slewing (oscillating) movements as well as rotational movements.
Basically, RKS.161.14.0544 slewing bearing consists of an inner ring , an outer ring and rolling elements−balls or cylindrical rollers−that are separated by polyamide spacers .The rings, one of which usually incorporates a gear , are provided with holes to accommodate attachment bolts. The holes may be threaded.
Generally, only the raceways in the rings are hardened and precision- ground. Integral seals made of acrylonitrile- butadiene rubber (NBR) keep the lubricant in, and contaminants out of the bearing.
Forging process:
The blanks of bearing rings are mainly made of rods and tubes, while the forging process is only applicable to rods. However, forgings are the most used blank materials in bearing manufacturing, and are suitable for large and medium-sized bearings. Forging can be divided into hot forging, cold forging and warm forging. Hot forging refers to processing above the re-crystallization temperature of the billet metal, warm forging is forging at a temperature not exceeding the re-crystallization temperature, and cold forging refers to forging at normal temperature.
The purpose of ferrule forging: 1. Through forging, obtain a blank with a size similar to the product, improve the utilization of metal materials, reduce the amount of machining, and reduce costs. 2. Forging can eliminate the internal defects of the metal, improve the structure, and thus increase the service life of the bearing.
General process of forging:
Bar material ,inspection, heating, blanking, secondary heating, forging, rolling,cooling, annealing, cleaning
Rough turning: Rough turning is performed according to the drawing of the turning process, and the cutting speed and cutting amount are strictly implemented according to the technical regulations (the general cutting speed is 5 rpm. The cutting amount is 10mm ~ 12mm).
2.2 Rough turning aging: After the rough turning of bearing parts is completed, three-point support and flat laying is not allowed (stacking is not allowed), and the precision turning processing can be performed after the aging time is not less than 48 hours.
2.3 Fine turning bearing parts When finishing turning, the cutting speed is 6 to 8 revolutions per minute, and the cutting amount is 0.3 to 0.5 mm.
2.4 Precision turning: In order to prevent the parts from deforming when the bearing parts are finally finished, the parts must be loosened to make the parts in a non-stressed state. The turning speed is 8 revolutions per minute and the cutting amount is 0.2 mm.
2.5 Cross and three-row roller slewing bearing inner ring special process: To prevent cross and three-row roller slewing bearing inner ring from deforming after heat treatment. The turning process must be performed in pairs, that is, the raceway is back-to-back processing. No cutting is performed before heat treatment, and cutting is performed after heating.
2.6 Finished car after heating: After the inner and outer rings of the bearing are heat-treated, the finished car turning process is carried out, and the technical procedures are the same as 2.3 and 2.43)
RKS.161.14.0544 Slewing bearings perform extremely well in a variety of applications such as:
• access platforms
• bucket wheel excavators
• conveyor booms
• cranes of all types
• small, medium and large excavators
• indexing tables
• ladle turrets
• offshore applications
• robots
• railway bogies
• rotary platforms
• stackers
• solar mirrors
• tunnel boring machines
• wind turbines
![]()
![]()
![]()
Contact Details
Other Products
-
Slewing Ball Bearing 470NS1 Dimension 640x470x50mm
-
Special Swivel Ball Bearing With Teeth For EC460 Excavator Slewing Bearings
-
Turntable Bearings RKS.061.25.1204 Dimension 1338X1119X68mm
-
Turntable Roller Bearing Ring With Gear Teeth RKS.162.14.0744
-
Slewing Ring Bearing RKS.060.20.0944 For Swivel Turntable
-
Slewing Ring Fa-00r3 Internal Gear Teeth Factory 1166X985.6X54mm