|
|
|
|
|
4-point contact ball Slewing bearing SD.486.20.00.B for Mobile Conveyor equipment 486*342*56mm
Product Details:
Payment & Shipping Terms:
|




Detailed Product Description
| Material: | 50Mn | Seal: | Double Seal |
|---|---|---|---|
| Outer Dia: | 486mm | Inner Dia: | 342mm |
| Height: | 56mm | Delivery Time: | 45 Days |
4-point contact ball Slewing bearing SD.486.20.00.B for Mobile Conveyor equipment 486*342*56mm
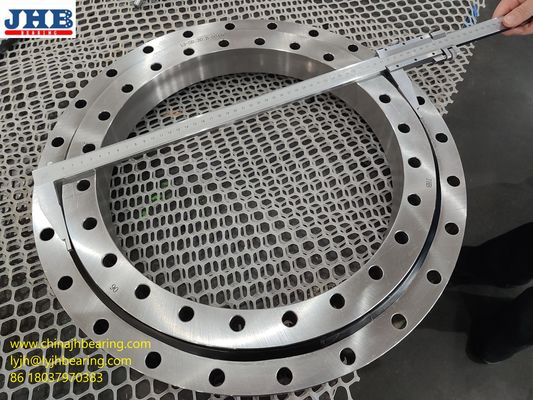
Slewing bearing SD.486.20.00.B belongs to light duty structure , the thickness very thin, the height only 56mm,The spare parts including the inner ring and outer ring and ball and double seal . the boundary size:486*342*56mm. We had offered the bearing to European customer for the conveyor machine.
![]()
Slewing ball bearing SD.486.20.00.B specification as following:
| Slewing bearing type | SD.486.20.00.B |
| Full size | 486*342*56mm |
| Outer diameter | 486mm |
| Inner diameter | 342mm |
| Height | 56mm |
| Structure | Four point contact ball slewing bearing |
| Rolling | Ball |
| Inner ring and outer ring material | 42CrMo,50Mn available |
| Ball material | GCr15 |
| Heat treatment | quenching+tempering 229HB |
| Teeth | No teeth |
| HS code | 84821000090 |
| Package | Wooden case |
Slewing bearing SD.486.20.00.B actual reference picture:
![]()
![]()
![]()
![]()
Slewing bearing is one of our main products.
1. four point contact ball slewing bearing (no gear, external gear, internal gear);
2. two row ball slewing bearing (no gear, external gear, internal gear);
3. crossed cylindrical roller slewing bearing;(no gear, external gear, internal gear);
4. three row cylindrical roller slewing bearing;(no gear, external gear, internal gear);
5. crossed tapered roller slewing bearing; (no gear, external gear, internal gear);
6. ball and roller combined slewing bearing.(no gear, external gear, internal gear);
Package
1.First lubricated, Second circled with plastic film,kraft paper,blue belt,then packaged in
wooden case,last gathered in Wooden pallet.
2 According to your requirements
Delivery time
1.For general product , our delivery time need only 5 days is enough (goods in stock).
2.If you have special technical requirements or need additional processing,we first
order need only 25 days, if that is roller continuous order, our delivery time only need 12 days.
Bearing material:
Forging process:
The blanks of bearing rings are mainly made of rods and tubes, while the forging process is only applicable to rods. However, forgings are the most used blank materials in bearing manufacturing, and are suitable for large and medium-sized bearings. Forging can be divided into hot forging, cold forging and warm forging. Hot forging refers to processing above the re-crystallization temperature of the billet metal, warm forging is forging at a temperature not exceeding the re-crystallization temperature, and cold forging refers to forging at normal temperature.
The purpose of ferrule forging: 1. Through forging, obtain a blank with a size similar to the product, improve the utilization of metal materials, reduce the amount of machining, and reduce costs. 2. Forging can eliminate the internal defects of the metal, improve the structure, and thus increase the service life of the bearing.
General process of forging:
Bar material ,inspection, heating, blanking, secondary heating, forging, rolling,cooling, annealing, cleaning
Rough turning: Rough turning is performed according to the drawing of the turning process, and the cutting speed and cutting amount are strictly implemented according to the technical regulations (the general cutting speed is 5 rpm. The cutting amount is 10mm ~ 12mm).
2.2 Rough turning aging: After the rough turning of bearing parts is completed, three-point support and flat laying is not allowed (stacking is not allowed), and the precision turning processing can be performed after the aging time is not less than 48 hours.
2.3 Fine turning bearing parts When finishing turning, the cutting speed is 6 to 8 revolutions per minute, and the cutting amount is 0.3 to 0.5 mm.
2.4 Precision turning: In order to prevent the parts from deforming when the bearing parts are finally finished, the parts must be loosened to make the parts in a non-stressed state. The turning speed is 8 revolutions per minute and the cutting amount is 0.2 mm.
2.5 Cross and three-row roller slewing bearing inner ring special process: To prevent cross and three-row roller slewing bearing inner ring from deforming after heat treatment. The turning process must be performed in pairs, that is, the raceway is back-to-back processing. No cutting is performed before heat treatment, and cutting is performed after heating.
2.6 Finished car after heating: After the inner and outer rings of the bearing are heat-treated, the finished car turning process is carried out, and the technical procedures are the same as 2.3 and 2.43)
Heat treatment
3.1 Raceway surface quenching: The bearing raceway surface is quenched at medium frequency, the hardness is not less than 55HRC, the depth of the hardened layer is not less than 4mm, the width of the soft belt is less than 50mm, and the "S" mark is marked accordingly. (Sometimes customers can request carburizing, nitriding, carbonitriding, etc.)
3.2 Tempering after heat treatment: After the intermediate frequency quenching of the inner and outer rings of the bearing, it is required to be exposed to 200C degrees for 48 hours before being baked. To ensure that internal stresses disappear.
Rolling and milling processing—4.1 For turntable bearings with internal and external teeth, the grinding and milling teeth must be carried out before the grinding process, and they must be processed in strict accordance with the technological requirements, with an accuracy level of 8 or more.
5) Drilling—
5.1 Scribing: After measuring the external dimensions of the part, carry out the scribing and positioning procedures according to the dimensions specified in the drawing. The holes should not differ from each other by more than 3%.
5.2 Drilling: Check the scribe line size according to the drawing, and then perform the drilling process after ensuring that the dimensions are correct. The inner sleeve turntable bearing mounting holes should be combined and processed, and the error between the holes at 180C degrees between the soft belts should not be greater than 5%.
06) Grinding
6.1 Coarse grinding: Use medium corundum and soft three-grained granularity of 36 degrees and atmospheric hole resin grinding wheels for grinding. The line speed is controlled at 1500 rpm to prevent raceway burns. The maximum grinding depth must not exceed 1 mm.
6.2 Fine grinding: Use resin wheel grinding with a granularity of 46 degrees or 60 degrees, the grinding amount should be less than that of rough grinding, and the finish must reach the level specified in the drawing
Application fields
Mine machine, port hoisting machine, port oil transfer equipment onshore and offshore
crane,excavator,concrete machine,paper machine, plastic and rubber machine, weave
machine, steel plant, electronic power plant, wind power generator, other construction
and industry machines or equipment.
![]()
Contact Details
Other Products
-
Turntable Bearings RKS.061.25.1204 Dimension 1338X1119X68mm
-
Turntable Roller Bearing Ring With Gear Teeth RKS.162.14.0744
-
Slewing Ring Bearing RKS.060.20.0944 For Swivel Turntable
-
Slewing Ring Fa-00r3 Internal Gear Teeth Factory 1166X985.6X54mm
-
Four Point Contact Ball Bearing E.1200.20.00.C Size 1198.4X984X56mm
-
Four Point Contact Ball Bearing Factory E787/760G2 950*760*80mm